




T型槽测试平台铸件在铸造冷却过程中,由于各部位冷却速度不同,容易产生内应力,可能导致铸铁平台铸件翘曲和裂纹,因此为保证尺寸稳定和避免变形开裂,对一些形状复杂的铸件,如床身、汽缸体、汽缸盖等,需进行消除内应力退火(又称人工时效)。其规范一般为:去应力退火通常的加热温度为500~550℃保温时间为2~8h,然后炉冷(灰口铁),采用这种工艺可消除T型槽测试平台铸件内应力的90~95百分之,但铸铁组织不发生变化。若温度超过550℃或保温时间过长,反而会引起石墨化,使T型槽测试平台铸件强度和硬度降低。
T型槽测试平台高温熔炼适温浇注如何恰到好处的把控呢?高温熔炼是指中频炉内的熔炼温度,那么高温熔炼温度多少合适呢,出铁温度多少合适呢?
中频炉内的熔炼温度达到1520即可出铁水;不是高熔低浇,而是高温熔炼,适温浇注;过高的熔炼会造成金属液的氧化,增加金属溶液的氧化夹杂,过高的温度对炉衬有很大的损害,高温熔炼目的就是提高金属液的过热度,提高成核率;出水温度与浇注温度要根据铸件材质、大小、壁厚以及铸造工艺(砂铸、特铸)等来定,不能 概而定,否则会误导人;熔炼的高温不是无限制的高,浇注的低温也不是无限制地低,铸铁熔炼时,高于1500的温度可以消除炉料的遗传性,粗大石墨,漂浮石墨就和熔炼温度不足有 定关系,高温是指炉内的熔炼温度,可不是出铁温度;高温出炉,适温浇注。熔炼切不可超过1550°C,我们是1520°C出炉,1360~1380°C浇注(低合金灰铸铁),球墨铸铁和蠕墨铸铁的浇注温度会适当高些,但也不宜超过1450°C;高温熔炼+铁水静置+合适的浇注温度。 般熔炼温度不宜超过1550。适(低)浇温度还要看铸件厚度确定!
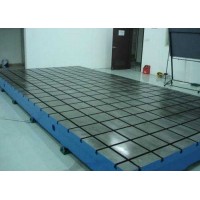
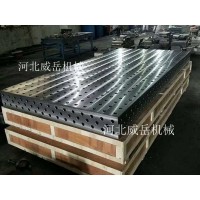
现在大型铸铁件一般采用这两种造型方法,均为消失模铸造,树脂砂造型多用于大型机床铸件和铸铁平台铸造,价格方面要高于水泥沙造型的铸件,80百分之的T型槽测试平台采用水泥沙造型进行铸造铸件,这样既能满足T型槽测试平台http://www.chinaweiyue.com/技术参数的要求,又能降低T型槽测试平台的制造成本,是大多数厂家制造T型槽测试平台时用的工艺流程。
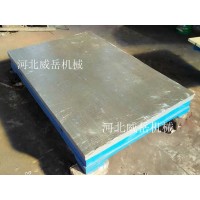
小编还要提醒大家在购买时要仔细看它的产品参数,通俗的理解为产品的材质和技术参数,它主要是由铸铁制造而成,好质量的T型槽测试平台都符合国家制定的先进标准。另外还要从外观上进行比较,看它的表面是否光滑平整,表面的涂漆层是否均匀牢固。特别是要看它的表面是否有砂眼,小孔以及细小的裂纹等等。这样才能购买到合适的产品,达到满意的使用效果以及超长的使用寿命,节省设备成本,提高工作质量。
咨询服务电话400-7659868 0317-2081839 0317-2081836
官方网址:http://www.chinaweiyue.com/
联系人 销售部经理 王女士13231713280 竭诚为您服务!

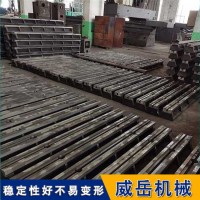
以上就是关于T型槽测试平台底部加强筋设计T型槽焊接平台铸铁送垫铁全部的内容,关注我们,带您了解更多相关内容。